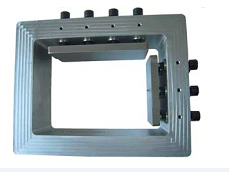
锯片刀头多孔冷压模具

产品概述
本锯片刀头多孔冷压模具专为锯片刀头多分段常温压制工艺设计,采用多腔同步冷压成型技术,针对石材批量切割、混凝土工程等规模化生产场景优化,可在常温环境下实现 2-6 颗刀头的同步精密压制,较单孔模具生产效率提升 200%,适配直径 150-1200mm 的锯片多分段规模化生产,尤其适合自动化生产线的批量订单需求。
产品特点
多腔同步压制技术:采用伺服液压多缸联动系统,实现 0-120 吨恒压同步压制,多孔刀头密度偏差≤±0.8%,压制节拍缩短至 15 秒 / 组,支持 2-6 个刀头同时成型,产能较传统单孔模具提升 3 倍。
耐磨复合材质体系:模腔选用 D2 模具钢经真空淬火 + 深冷处理,2 万次冷压循环,模具寿命延长至同类产品的 1 倍。
技术参数
参数类型 | 具体数值 |
适用锯片直径 | 150mm-1200mm(多分段锯片专用) |
工作压力范围 | 0-120 吨(多缸伺服液压可调) |
模具工作温度 | 常温(5℃-40℃) |
模具尺寸 | 标准型 D150mm×200mm(可定制) |
材质组合 | 模腔(Cr12Mov/D2 淬火钢 ) |
基体(42CrMo 高强度钢时效处理) |
应用领域
石材开采:花岗岩荒料切割锯片多分段、大理石大板分片锯刀头的批量冷压成型;
建筑工程:混凝土桥梁切割锯片、隧道掘进多刃锯刀头的规模化生产;
陶瓷加工:瓷砖深加工多刀头锯片、马赛克连续切割工具的低温压制;
自动化生产:适配工业机器人切割单元的多刀头锯片配套生产,支持与流水线对接。
定制服务
提供多孔间距(30mm-200mm)、孔径(8mm-40mm)个性化设计,适配不同锯片基体布局;
支持刀头胎体梯度配方定制(如金刚石浓度外高内低),优化边缘刀头耐磨性能;
可开发多规格混装模具(如 2 大 4 小分段),满足特殊切削工艺的刀头组合需求。
质量保障
遵循 ISO 9001:2015 质量管理体系,每副模具经2次时效处理消除内应力;
采用三坐标测量仪检测多孔位置精度,孔距公差控制在 ±0.02mm,表面粗糙度 Ra≤0.4μm;